Перспективное
развитие железных дорог требует создания скоростных магистралей. Решение этой
задачи выдвигает новые требования к верхнему строению пути, в том числе
связанные с ликвидацией стыков рельсов на всем протяжении пути, включая
стрелочные переводы. Для этих целей безальтернативной и обеспечивающей хорошее
качество сварного шва является алюминотермитная сварка.
Применение
ее в России для первых сварочных работ по соединению рельсового полотна в 1915
году — для трамвайных рельсов, в 1925 году — для железнодорожных, позволило
выполнить сварной шов одновременно по всему поперечному сечению рельса и
получить достаточно высокое для того времени качество. Однако внедрение на
железнодорожном транспорте стыковой контактной сварки, хорошо зарекомендовавшей
себя при получении длинных рельсовых плетей в стационарных условиях и на
перегонах, сильно сузила круг ее применения в Советском Союзе. Но времена
изменяются и «забытое старое» вновь становится «новым». В странах западной
Европы и Америке этот способ завоевал очень большую популярность — им сваривают
стыки не только в районе стрелочных переводов, но и на перегонах основного
пути.
Рельсовый
стык представляет собой место, в котором происходит "разрыв"
рельсовой нити, что, несмотря на стыковые накладки, уменьшает жесткость и
увеличивает просадки. Это приводит к тому, что при движении подвижного состава
через стык происходит удар колеса о головку принимающего конца рельса. Толчки и
удары в стыках приводят к интенсивному износу как ходовых частей подвижного
состава, так и самих рельсов. В результате ударов колеса о набегающий рельс
происходят смятие и сколы головки рельсов в зоне стыка на расстоянии 60 — 80 мм
от стыкового зазора, изломы рельсов по болтовым отверстиям, изломы накладок и
стыковых болтов. Бесстыковой путь лишен указанных недостатков и, кроме того,
имеет ряд преимуществ:
на
30 — 40% уменьшаются затраты на текущее содержание пути,
на
8 — 10% снижается основное удельное сопротивление движению поездов и в связи с
этим экономится топливо и электроэнергия на тягу,
увеличиваются
сроки службы верхнего строения пути, а также подвижного состава за счет
снижения количества ударов колес вагонов и локомотивов в месте стыка рельсовых
плетей,
улучшаются
условия комфортабельности проезда пассажиров,
повышается
надежность работы электрических рельсовых цепей автоблокировки и т.п.
Благодаря
этим и другим преимуществам бесстыковой вариант верхнего строения пути стал
основным на главных линиях во всем мире.
Сварные
швы в вагонах, локомотивах, рельсах и машинах различного назначения,
применяемых на транспорте, являются наиболее повреждаемыми местами в процессе
эксплуатации. Это связано с характерными особенностями сварных соединений. В
сварном шве и околошовной зоне после сварки изменяются механические свойства,
образуются остаточные растягивающие напряжения, близкие к пределу текучести
материала, а сам сварной шов, кроме того, является концентратором напряжений.
В ряде случаев при выборе того или иного способа сварки руководствуются лишь
его производительностью и стоимостью выполняемых работ, что приводит к
появлению в ответственных конструкциях сварных соединений низкого качества. На
получение качественного сварного соединения большое влияние оказывает
свариваемость материала, из которого изготовлены соединяемые детали.
Свариваемость — комплексная характеристика металла, характеризующая его реакцию
на физикохимическое воздействие процесса сварки и способность образовывать
сварное соединение, отвечающее заданным эксплуатационным требованиям.
Если
для деталей из хорошо сваривающихся материалов качественное сварное соединение
получается при любом способе сварки, то для деталей из удовлетворительно
сваривающихся материалов требуется усложнение технологии или применение
специального способа, как правило, более сложного и дорогого. Еще большие
проблемы возникают при сварке деталей из плохо сваривающихся материалов. Для
получения качественного сварного соединения из таких материалов необходимо
существенно усложнить технологию сварки и строго ее соблюдать. К сожалению не
все об этом знают и, принимая решение о внедрении сварной конструкции в
производство, часто не уделяют достаточного внимания технологии ее изготовления
и ремонта.
Рельсовая
сталь содержит большое количество углерода (0,690,82%) и относится к группе
плохо сваривающихся материалов, которые при сварке склонны к образованию
трещин. Трещины в таких конструктивных элементах как рельсы недопустимы, т.к.,
являясь концентраторами напряжений, могут в любой момент привести к разрушению
стыка и крушению.
В
настоящее время стыковая сварка рельсов осуществляется двумя видами: стыковая
контактная сварка и сварка алюминотермитным способом.
При
изготовлении в стационарных условиях на рельсосварочных предприятиях рельсовых
плетей длиной 650800 м контактная сварка позволяет получать хорошее
качество сварных стыков при высокой производительности и достаточно низкой
себестоимости.
Несмотря
на широкое распространение, стыковая контактная сварка имеет ряд недостатков и
ограничений при проведении ремонтных работ рельсового пути:
необходимы
дорогостоящие путевые рельсосварочные машины,
продолжительные
окна для их доставки на место сварки и последующей эвакуации,
требуется
достаточно большая бригада рабочих,
дефицит
рабочего времени в ряде случаев заставляет нарушать технологический процесс,
что приводит к получению сварного стыка невысокого качества,
невозможность
сварки стыков в районе стрелочных переводов.
Алюминотермитная
сварка рельсов имеет ряд преимуществ перед стыковой контактной сваркой при
использовании путевых рельсосварочных машин: она не требует сложного
дорогостоящего оборудования, большого количества рабочих, продолжительных
перерывов в движении поездов. Непосредственно процесс сварки термитом
рельсового стыка занимает 28–30 секунд, а вместе с подготовкой и этапом
окончательной обработки сварного шва — не более 45 минут. Причем на одном
стрелочном переводе одновременно может выполняться сварка нескольких стыков,
что сокращает общее время выполняемых работ. Заварку стыка рельсов выполняет
бригада из трех человек, обучение которых осуществляется в короткие сроки.
Общий вес используемого оборудования не превышает 350–400 кг. При выполнении
сварки и сопутствующих технологических операций используются автономные
источники энергии. Для проведения алюминотермитной сварки рельсов был
разработан специальный комплект малогабаритного переносного оборудования,
способного работать автономно в полевых условиях. Подобраны состав и
зернистость термитной смеси, что обеспечивает протекание термитной реакции без
взрывов и затухания с наиболее благоприятной скоростью и требуемой температурой
продуктов реакции.
Термитная
сварка основана на процессе выделения большого количества теплоты, проходящем
при сгорании термита — особой смеси, состоящей из порошкообразного
металлического алюминия, окислов железа и специальных добавок, улучшающих
термитный металл. Получаемая теплота (при сгорании термита развивается
температура до 3000°С) используется для получения термитного металла и
расплавления им кромок свариваемых частей изделия.
Процесс
алюминотермитной сварки включает две основные технологические операции:
предварительный высокотемпературный подогрев и непосредственно сварку рельсов.
Подогрев производится специальной многопламенной горелкой на протяжении 7–9
минут. Момент завершения этапа предварительного подогрева контролируется
визуально и поэтому зависит от квалификации сварщика, выполняющего подогрев.
Проведение предварительного высокотемпературного подогрева является важной
технологической особенностью алюминотермитной сварки рельсов, т.к. исключает
несплавления, образование закалочных структур, уменьшает величину остаточных
напряжений в сварном шве и околошовной зоне и предотвращает образование трещин.
После
этапа подогрева следует этап сварки, на котором производится воспламенение
термитной смеси, протекает реакция горения термита и происходит автоматический
выпуск расплавленного термитного металла в межстыковой зазор рельсов. В результате
многочисленных экспериментальных исследований было установлено, что основными
технологическими параметрами, оказывающими влияние на качество получаемого
сварного соединения, являются: длительность предварительного подогрева и
тепловая мощность газового пламени.
Как
и при любом виде сварки, технология алюминотермитной сварки должна строго
соблюдаться. Это связано с тем, что локальный неравномерный разогрев металла до
высоких температур приводит к образованию в месте нагрева значительных
остаточных напряжений, являющихся одной из основных причин зарождения и
развития трещин. Для повышения трещиностойкости в технологическом процессе
сварки рельсов предусмотрены специальные операции, позволяющие понизить уровень
остаточных напряжений, повысить прочность сварного стыка и его
работоспособность.
Для
получения бесстыкового пути алюминотермитным способом могут быть использованы
как новые, так и старогодные рельсы, термически упрочненные и не упрочненные,
мартеновского и бессемеровского производства, предназначенные для укладки на
станционных, подъездных и прочих железнодорожных путях, в том числе стрелочных
переводах. Однако рельсы, подлежащие сварке между собой, должны быть одного
типа и одинаковой группы годности.
Путевая рельсосварочная
самоходная машина (ПРСМ-3, рис. 13.24)
предназначена для сварки стыков рельсов контактным способом. Сваривать можно
рельсы, по которым передвигается машина, а также расположенные сбоку от пути
на расстоянии до 600 мм от него. Машина обеспечивает выезд самоходом к месту сварочных
работ и передвижение в процессе сварки от стыка к стыку с прицепным составом
массой до 40 т.
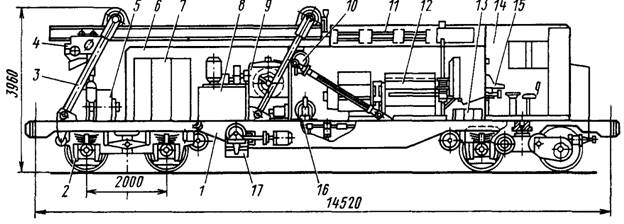
Рис 13.24 – Машина
ПРСМ-3: рама - 1; типовой четырехосной платформы с тележками - 2, металлоконструкция качающихся рам –
3, электротали - 4, сварочные
машины – 5, кузов - 6, шкафы с
электрооборудованием - 7, насосные станции – 8, охаждающий агрегат 9, топливный бак - 10, , пуско-регулирующие
сопротивления - 11, дизель-генераторная установка - 12, аккумуляторная батарея – 13, кабина управления 14,
пульт управления - 15. компрессорная установка 16, лебедки – 17.
Не доезжая 5—10 м до стыка, подлежащего
сварке, машину останавливают и переключают управление из кабины машиниста на
выносной пульт Управление машиной при следовании по перегону осуществляется из
кабины машиниста, а при передвижении от стыка к стыку в процессе сварки — с
выносного пульта.
Питание электроэнергией тяговых
двигателей, сварочного и вспомогательного оборудования производится от силовой
установки, состоящей из дизеля 1Д12В мощностью 300 л. с. (220 кВт) и
генератора переменного тока мощностью 200 кВт. Электроэнергия от
дизель-генератора передается через выпрямительную установку на тяговые
электродвигатели постоянного тока. Крутящий момент от электродвигателей к
приводным колесным парам передается посредством карданного соединения и
осевого редуктора.
Тормоза на машине колодочные,
аналогичные МПД. Управление тормозами самой машины осуществляется
прямодействующим тормозом, а тормозами прицепного состава — краном машиниста.
При сварочных работах торможение машины автоматическое, а для отпуска тормоза
требуется нажатие кнопки на выносном пульте. Ручной тормоз предназначен для
затормаживания машины на стоянке и приводится в действие раздельно на каждой
ходовой тележке штурвалами. Для питания сжатым воздухом пневматической системы
предусмотрена мотор-компрессорная установка. Машина оборудована скоростемером,
световой и звуковой сигнализацией, а кабина машиниста — отоплением, вентиляцией
и стеклоочистителями. Сварку можно производить как одним, так и двумя
сварочными агрегатами (головками). Для подъема и опускания последних
предусмотрены электротали. Рельсы, подлежащие сварке, подтягивают лебедками,
установленными под рамой с двух сторон машины и имеющими канаты длиной 35 м с
рельсовыми захватами на концах.
При движении машиной управляет машинист
и его, после чего машину подводят к стыкам рельсов, подлежащих сварке на
расстояние 1,5—2 м. Подготовленные к сварке рельсы тяговыми лебедками подтягивают
до соприкосновения их торцов. С пульта управления правым сварочным агрегатом
включается насосная станция, питающая гидросистему качающихся рам, и нажатием
кнопки на выносном пульте металлоконструкций качающиеся рамы ставятся в
рабочее положение. Сварочные агрегаты машины посредством талей устанавливают
на стыки свариваемых рельсов. После этого включают гидравлическое устройство,
зажимающее рельсы губками, и машина включается на режим сварки. Управление
этим процессом автоматическое при помощи гидроследящей системы. По окончании
сварки устройство зажатия рельсов отключается, губки разжимаются, сварочные
агрегаты смещаются в сторону и производится зачистка шва. Затем машина
переезжает к следующему стыку, и цикл повторяется.
Сварочное оборудование включает два
агрегата со сварочными головками типа К-355, два шкафа электрооборудования и
две насосные станции. Каждый сварочный агрегат состоит из двух корпусов,
соединенных между собой механизмами перемещения и осадки, зажимных губок с
цилиндрами зажатия рельсов, гидроследящей системы, сварочных трансформаторов,
гидроразводки, разводки водяного охлаждения и пульта управления. Сварка рельсов
осуществляется методом непрерывного оплавления при помощи гидроследящей
системы по заранее установленной программе с автоматическим регулированием напряжения.
Зажатие рельсов происходит двумя парами клещевидных зажимных щек, которые в
процессе сварки могут сближаться или разводиться. Левая пара щек вместе с
центральной гильзой имеет возможность перемещаться в осевом направлении. Кроме
центральной оси, левая и правая пары щек соединены между собой направляющими
штоками. Левые щеки смонтированы со штоками неподвижно. Взаимное перемещение
левой и правой пар щек происходит через эти штоки от гидроцилиндров,
расположенных на корпусе каждой правой щеки. При подаче масла в левые полости
этих цилиндров происходит сближение левой и правой пар щек, а при подаче масла
в правые полости — их разведение. Изменение скорости сближения и разведения
щек, а также осадка осуществляются гидроследящей системой.